At C-Tech Innovation we are passionate about process technology that will contribute to net zero.
One avenue being favoured for the direct reduction of iron ore is using hydrogen as the reductant, resulting in the formation of water instead of carbon dioxide as the by-product. Further to this approach, a highly attractive solution would be the electrification of the heating processes powered by renewable energy. In addition to direct reduction using hydrogen, this route could offer significantly greater reductions in carbon dioxide emissions. In 2022, we partnered with the Materials Processing Institute (MPI) on the H2DRI project, which aims to demonstrate green steelmaking and build the UK’s first Hydrogen Direct Reduction furnace.
Our Contributions To The H2DRI Pilot Project
The H2DRI Pilot Project was a collaborative project with MPI, the project aim was to inform the scale up requirements concerning the design, build and operation of a direct hydrogen reduction furnace for iron ore reduction that could be coupled to existing steelmaking facilities at the Materials Processing Institute. We completed laboratory scale reactions using our Hybrid Kiln that indicated the use of microwave radiation can promote the initial reaction rate, compared to conventional heating alone. Analysis by mass loss found that after 5 minutes an increase in reaction rate of approximately 50% was observed, from 53% to 74% conversion.
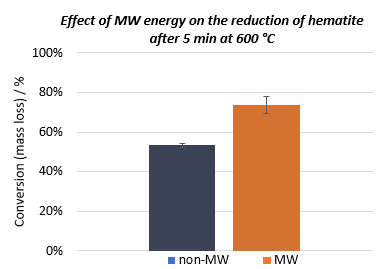
CHART TO SHOW THE EFFECT OF MW RADIATION ON THE REACTION CONVERSION OF THE OF HEMATITE AFTER 5 MIN.
Further to this investigatory work, we designed and supplied a pilot scale Microwave Assisted Rotary Furnace that is now installed on site at The Materials Processing Institute’s pilot production plant in Middlesbrough. It allows scale up studies on the effect of microwave fields on the reduction of iron ore using hydrogen as the reductant. This innovative use of microwave assistance is of interest to a lot of steelmakers.
You can read more about this side of the project here:
Our Design Concept For A Vertical Shaft Furnace
Phase two of the project was the development of a pilot-scale vertical shaft hydrogen furnace with the capacity to produce 250 kg/hr of >90% reduced iron. We developed the concept design for a vertical shaft system with the potential to give a quicker and more efficient process by allowing the endothermic reactions to continue quickly without the need for excessive hydrogen preheating as the only heat carrier.
The Design:
Having previously developed the Microwave Assisted Rotary Furnace with external electrical and microwave heating, we applied the same approach to the development of this vertical shaft system.
Main Reaction Chamber:
The main reaction chamber of the furnace consists of a vertical stainless-steel tube of 4 m height and 0.4 m diameter. This reaction chamber is externally heated by electrical resistance elements that offer high efficiency and reliability. At the bottom of the main reactor chamber, a conical section leads to the solid discharge outlet via a series of gate valves. These operate in sequence to give a stepped semi-continuous discharge of reduced material from the furnace. The reduced material is fed directly into a briquetting process.
Use of Hydrogen:
The reaction chamber is continuously loaded with iron ore, in pellet or similar form, from the feed chamber situated above the reactor. The hydrogen is preheated in a gas heater before entering the reaction chamber. It is then fed into the bottom of the reaction chamber at a rate of 2500 to 3000 L/min through multiple inlets located around the circumference. The pre-heated hydrogen travels up the reaction chamber through the iron ore.
The temperature in the reaction chamber is maintained at up to 800 °C (2 bar) using a balance of the external electrical resistance heating and the pre-heating of the hydrogen. The gaseous products of the reaction (water) and the unreacted hydrogen exhaust through three outlets located at the top of the furnace. The unreacted hydrogen is separated from the furnace exhaust by means of a knock-out pot and gas dryer. The dry hydrogen then returns to the gas heater and is re-used in the process.
Disengagement chamber:
Above the main reaction chamber is a disengagement chamber (2 m height and 1.2 m diameter) that serves to reduce gas velocity and allow dust from the process to fall back into the main reaction chamber. Additionally, the chamber is a waveguide inlet for microwave radiation produced by a 36-kW microwave generator. The microwave radiation propagates through the bed of iron ore and into the upper section of the main reaction chamber.
Sampling Capabilities:
Solid samples can be extracted from the kiln at key stages of the process through dedicated sampling points. Gas sampling points are also located at multiple points in the process and allow for continuous monitoring of gas composition. Sample recovery and analysis is key to understanding the reaction kinetics. Therefore, sampling systems that operate during reduction will allow for faster development cycles, more comprehensive and faster scale up.
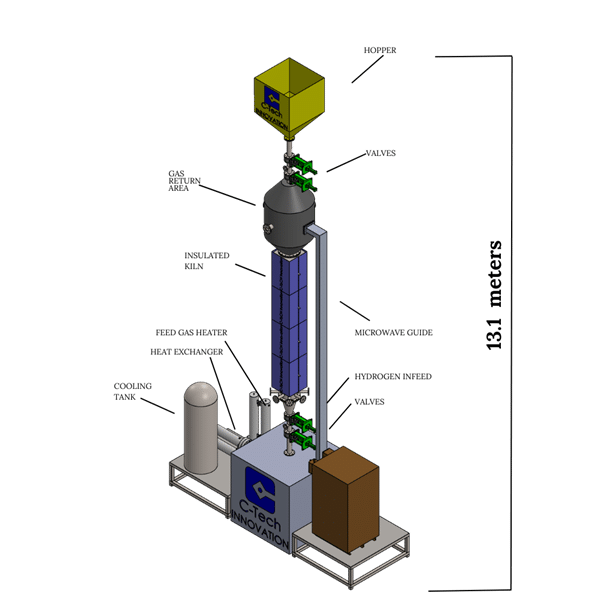
OUR DESIGN CONCEPT FOR A MICROWAVE-ASSISTED VERTICAL SHAFT REDUCTION FURNACE
Project Conclusions
The successful development of the process parameters at laboratory scale and the concept design program have significantly contributed to our understanding and confidence in the approach. The data generated informs on the operating conditions and scale up requirements for the design, build and operation of a hydrogen direct reduction furnace for iron ore at tonne per day scale. The feasibility testing proved that reduction with hydrogen is not only possible, but that it is relatively fast, requires lower temperatures than conventional reduction and produces iron of very high purity.
The assistance of microwave energy was found to enhance the reduction rate and MPI are continuing testing to validate the economic advantages and industrial viability. The outcome of this project offers a platform to promote awareness of this method of green steelmaking to the general public and the scientific community, as well as building confidence within the industry. The project is a significant step in demonstrating the opportunities to decarbonise UK steelmaking, minimising the risk of it becoming offshored.
Contact us today for a discussion on our hydrogen related capabilities.
Our work spans from laboratory scale feasibility studies right up to full scale equipment design, build and commissioning of plant at your site. We have a multi- disciplinary team including project managers, process scientists, mechanical, electrical and control engineers. We deliver solutions to the most challenging technical briefs and we work with customers worldwide.
Whatever process challenges our customers are facing, we are happy to help them succeed in developing and deploying low-carbon process technologies.
+44 (0)151 347 2900
info@ctechinnovation.com