The target of transitioning the global economy to have overall net zero CO2 emissions sets a significant challenge for many industries we work with, decarbonisation of industry is integral for meeting the challenges of net zero carbon emissions and this will mean the re-design of many industrial processes.
One industry with a high carbon footprint that is pushing for new technology is the steel industry and this is because current steel production processes are a major contributor to overall global anthropogenic CO2 emissions due to its massive use of fossil fuels.
Solid carbon has been used to reduce iron ore from haematite to iron metal, with the carbon acting as both the heating fuel and reducing agent. The process is very energy intensive requiring extremely high temperatures resulting in a significant quantity of CO2 being released as a by-product. To mitigate this there are two options, either capture the CO2 from the exhaust or use hydrogen as an alternative reducing agent. However, when using the carbon capture approach this would not create ‘fossil-free’ steel as coal would still be the main source of energy. Alternatively, using hydrogen is both possible and attractive when compared to carbon capture, it is a low carbon alternative to natural gas allowing for significant CO2 reductions.
Demonstrating Fossil-Free Steel Manufacture
Hydrogen will be a key contributor to the energy transition, in steel and Iron making sector it has already been demonstrated and scaled up to near commercial scale in the HYBRIT system, the innovative process uses hydrogen and fossil-free electricity to create steel showing it is possible to largely decarbonise the industry.
A hydrogen based reduction process requires operation at high temperature to maintain the kinetics of the process throughout the reduction. Additionally external heat input is required as the hydrogen reduction reaction is endothermic, this is where the combination of electric heat inputs offers an advantage. We have been developing equipment and process understanding to facilitate change in the steel manufacturing process to utilise electrified hybrid dielectric heating processes to minimise the energy cost in the use of the hydrogen reduction processes.
C-Tech Innovation Involvement
In October we design, built and delivered a pilot scale Microwave Assisted Rotary Furnace that will be used for hydrogen reduction of iron ore as part of the H2DRI project, funded by BEIS it aims to accelerate the commercialisation of innovative clean energy technologies and processes. Our customer, The Materials Processing Institute based in Middlesbrough is leading the project that will demonstrate green steelmaking.

We supplied The Materials Processing Institute with a pilot scale hybrid rotary system that is capable of processing approximately 1 tonne of iron ore/day. The unit uses hydrogen as the reducing agent and electricity as the primary heating source. Large-scale microwave systems have very high electrical efficiency and are a process that can successfully use renewable sources of energy, they are a highly competitive technology for electricity-driven fossil fuel decarbonisation routes in industry.
Our Microwave Assisted Reduction unit is designed for continuous operation with a 800 °C maximum operating temperature and utilises our proprietary microwave rotary gas sealing system which allows the microwave assisted process to operate with controlled atmospheres.
The design allows for continuous feed of iron ore materials in pellet or raw form and discharge of iron metal into a controlled atmosphere receiving system. Being a ‘hybrid system’ means it has the ability for operation without the 12 kW of microwave power being used, heating only from the 35 kW electric resistance heaters, enabling the user to directly compare the benefits in both energy savings and material throughput, delivered by the utilising the microwave field.
The microwave field gives enhanced reaction rates resulting in higher throughput and lower operating temperatures that significantly reduces operating costs. As with other hybrid systems the primary energy input is via resistive heating elements around the rotating tube to maximise energy efficiency and heat transfer. This electrical energy input removes the need for controlled combustion of the reductant which minimises the hydrogen use and allows control of energy input that can be used to maintain a stable operating regime. This results in a scalable and efficient concept that can be applied to a variety of input ore materials.

Our Microwave Assisted Rotary Furnace that will be used for hydrogen reduction of iron ore as part of the H2DRI project, built here at C-Tech Innovation
What Is Dielectric Metal Reduction?
We have previously used this knowledge to develop and scale up a process for the reduction of ilmenite (FeTiO3) using Hydrogen (H2) and Cobalt (Co), that at 650 °C exhibited similar reaction kinetics to a conventionally heated process at 850 °C, offering significant energy savings 1.
Recognising the potential for microwave assisted processes, our recent work at has involved reduction trials conducted on hematite (Fe2O3), a common iron oxide compound. This work has indicated the initial reduction kinetics can be promoted by application of microwaves (Figure 1).
Our experimental data shows a repeatable increase in reduction rate of approximately 50% with this hybrid approach, giving a significant reduction in process reaction time combined with lower operating temperatures. The increased kinetics and lower operating temperatures have compound effects for both the reduction in reactor volume and reduced energy usage. Operating at 600 °C or below significantly reduces the energy demand, makes engineering more straightforward and reduces thermal losses.
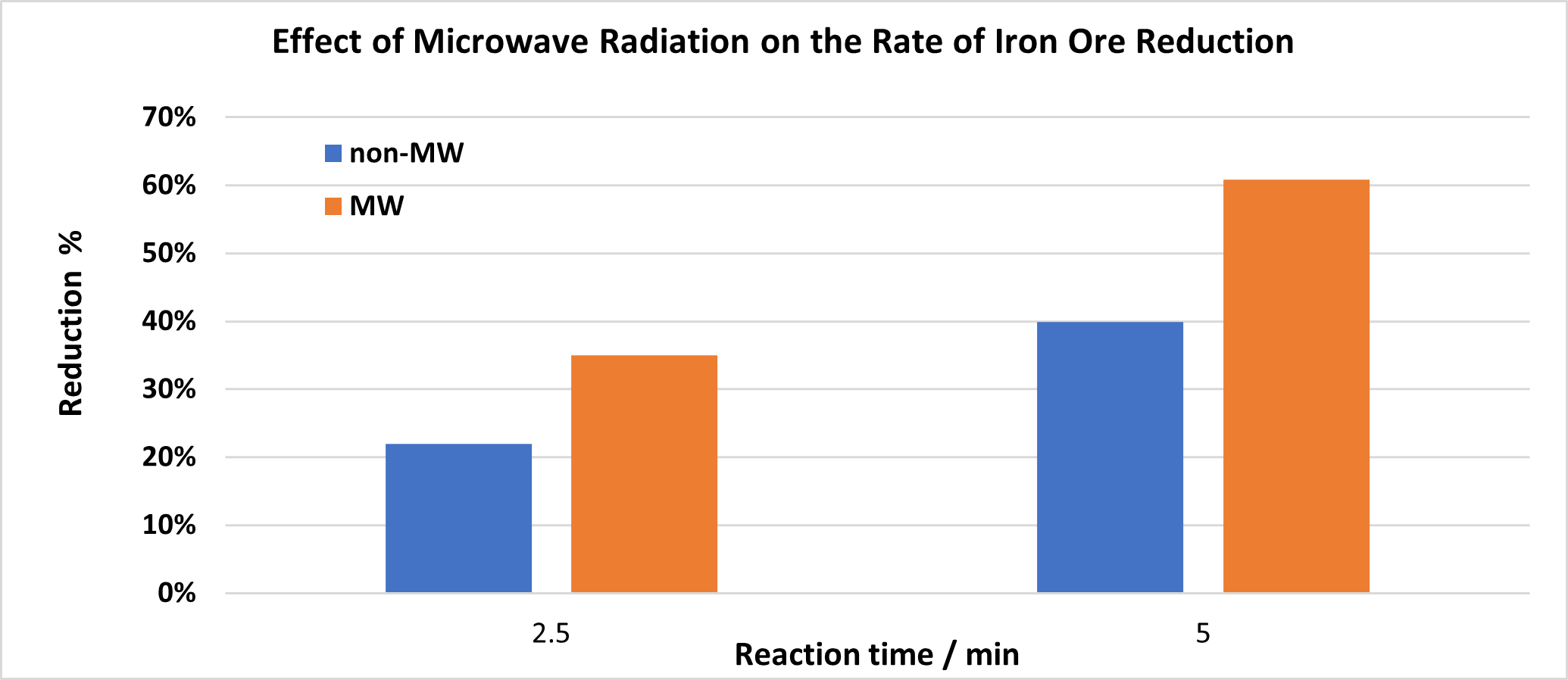
Figure 1 Reaction conversion comparison of the reduction of hematite with and without the application of microwave radiation.
The mechanism of hematite reduction is complex and condition dependent, but diffusion is a rate limiting part of the process 2-3. Notably, the application of microwaves has been reported to enhance diffusion within crystalline material. With examples showing microwave radiation reducing the apparent activation energy for the volume diffusion by 40%.4.5
Our Hydrogen Related Capabilities
Hydrogen is currently attracting a considerable attention, without doubt hydrogen will be a huge part of the World’s clean energy future and we see ourselves being a part of that.
In addition to the above hydrogen related technology work we have a purpose-built workshop dedicated to the handling of hydrogen and other difficult reagents. This space forms part of our research and development activities and allows for Hydrogen to be safely managed and integrated into systems using the high efficiency electrical heating technologies.
Our technical director Dr. Robert Bell has been leading this work alongside our process engineering and scientist teams.
Our Advantage
At C-Tech Innovation we possess the technical skillset, and facilities in place to handle large volumes of hydrogen on site. We have expertise in developing pilot scale units for both the use of, and generation of, hydrogen under full safety protocols.
- A team of development scientists, process engineers and technologists experienced in the safe handling of large volumes of hydrogen
- Access to state-of-the-art testing and research space for safe application of hydrogen
- Able to provide testing, developmental work and design and build for hydrogen-related technologies
For more information about our hydrogen related capabilities contact us today.
OR Speak to us now on: +44 (0)151 347 2900
You can read more about our Our Dedicated Low Carbon Technology Lab here.
Further References
1 GB Pat., 2 435 649 A, 2006; US 0324440, 2009.
2 F. Patisson and O. Mirgaux, Metals, 2020, 10, 922.
3 D. Spreitzer and J. Schenk, Steel Research Int., 2019, 90, 1900108
4/5 M. Janney and H. Kimrey, MRS Proceedings, 1991,189, 215-227.